JPL Conforming Respirators
![]() Download STL files
Download STL files
Using flexible filament this design is focused on conforming to a wide range of faces and fast printing. This means fewer sizes are needed to comfortably seal to the range of human face dimensions.
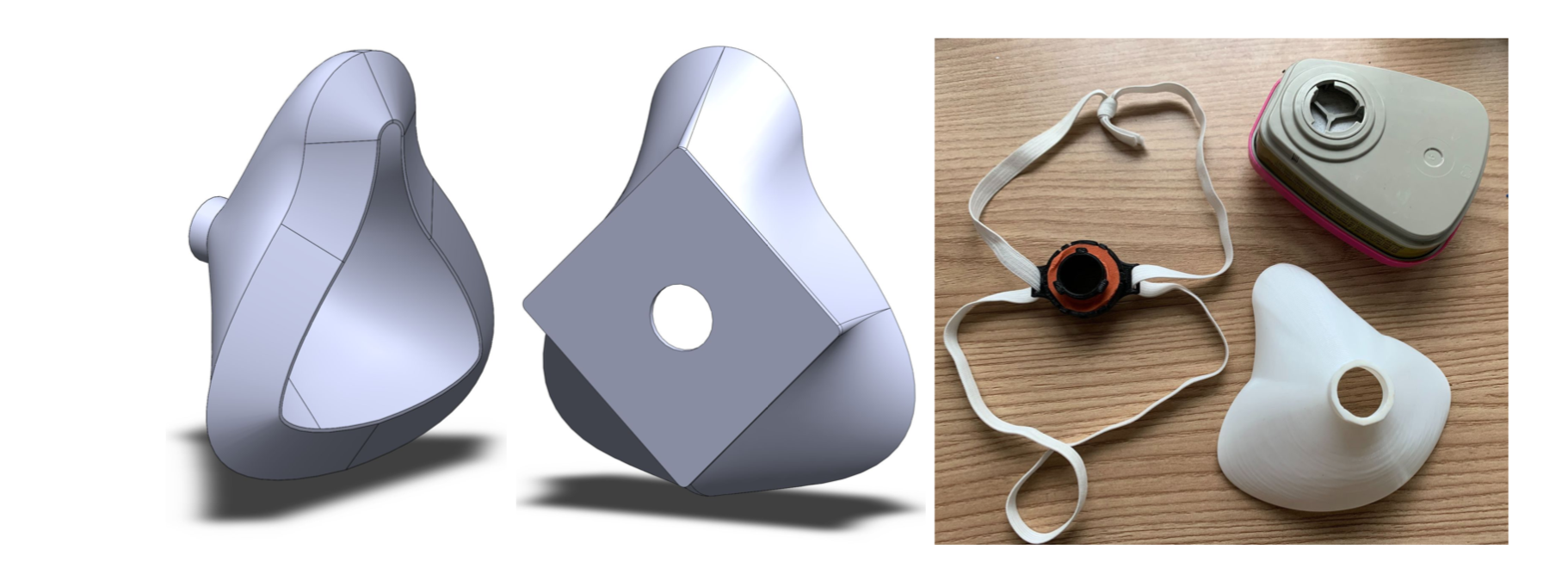
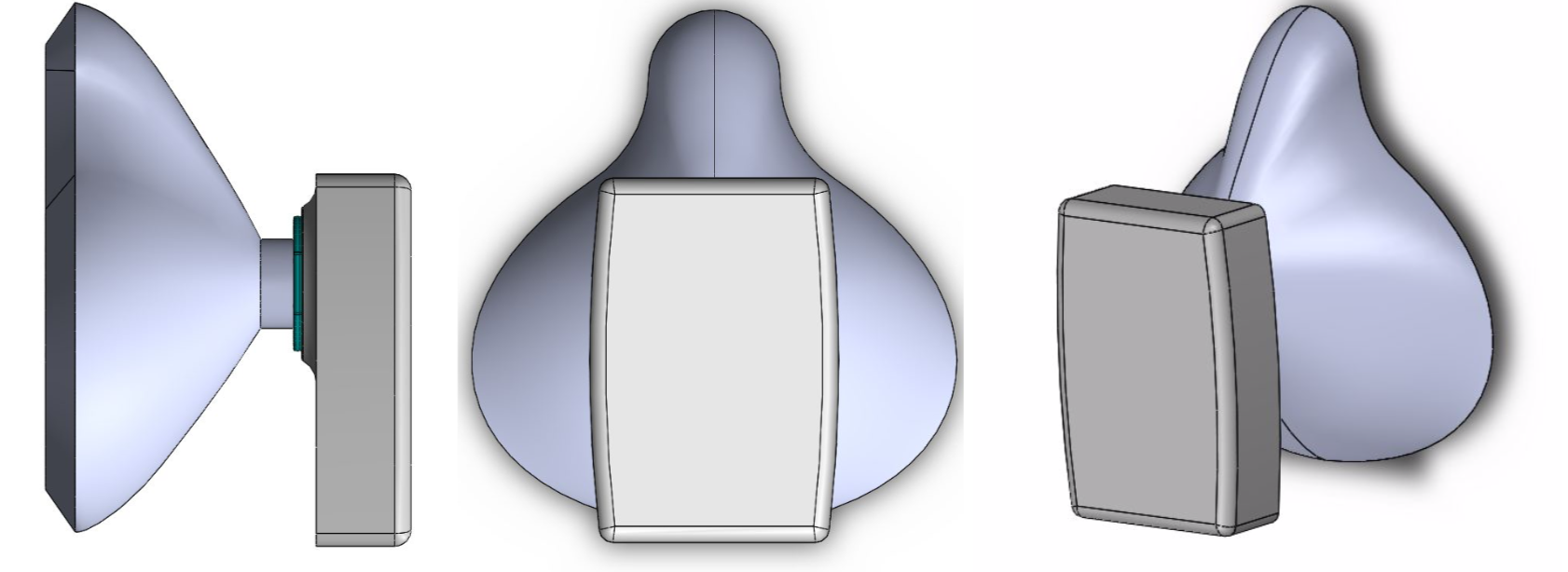
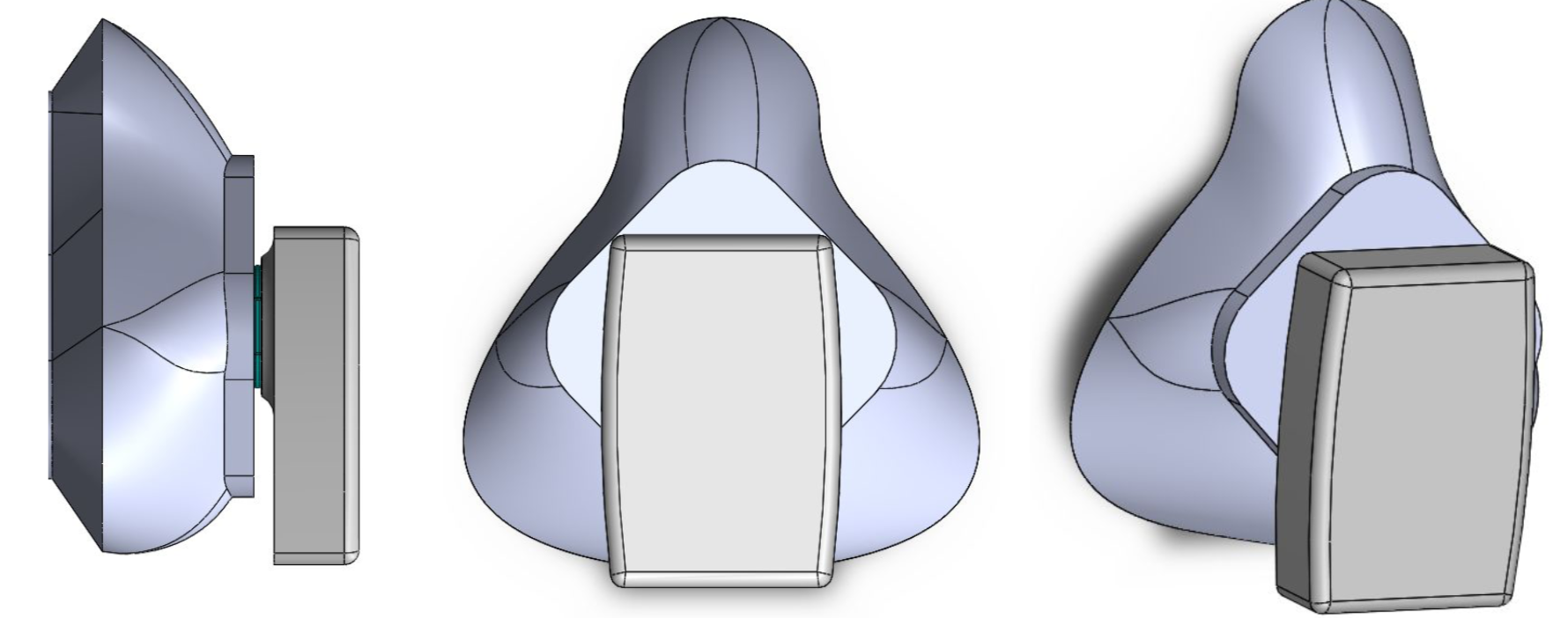
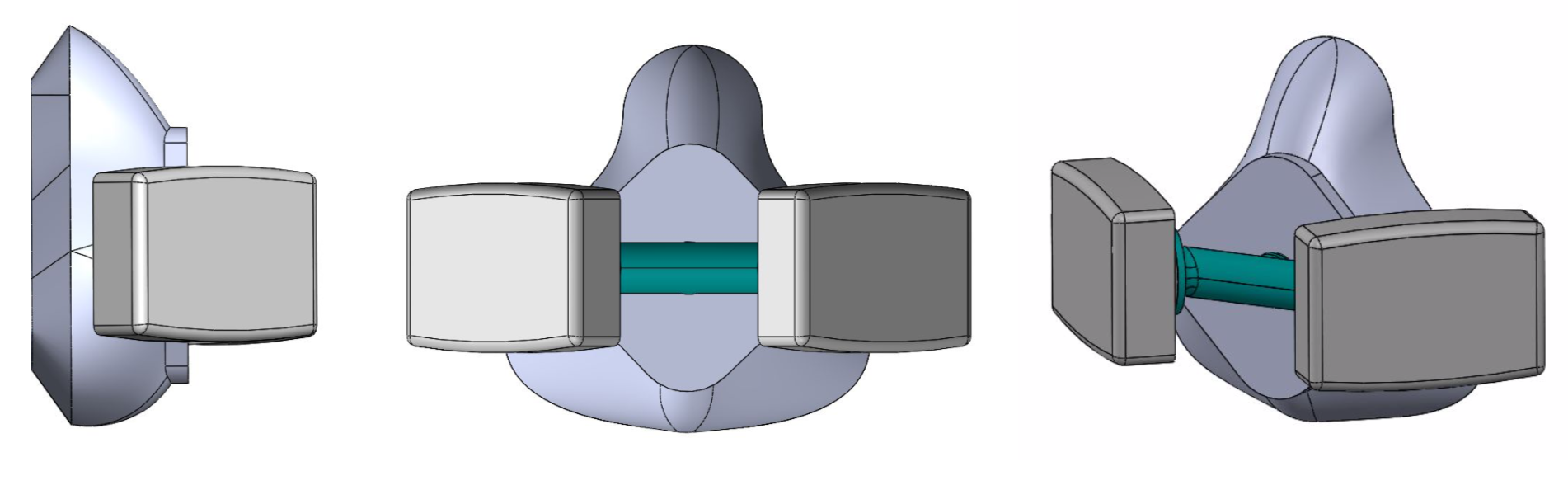
This comes in two styles, Fast Vase and Low Profile Vase variations shown above. Each of these can use a single or double filter adapter shown below. Depending on size these prints range from 30 minutes with a 1.2 mm nozzle and up to 4.5 hours with a traditional 0.4 mm nozzle.
- FDM 3D Printer (direct drive preferred, larger nozzle size preferred)
- Scissors / Small cutters
- Facial Interface: 3D printer filament (Ninjatek Cheetah TPU, Polymaker Polyflex, Matterhackers Pro TPU)
- Adapter: 3 D printer filament (PETG, PLA or ABS or other rigid filament.)
- Straps: 3⁄8”-1⁄2” Elastic Bands (sewing elastic, rubber bands or string can also be used)
- Component seals: Contact solid grip shelf liner, dense foam or rubber sheet.
| Component | Qty | Manufacturing method |
|---|---|---|
| Facial Interface | 1 | 3D printed |
| Cartridge Adapter | 1 | 3D printed |
| Seals | 1-2 | Hand-cut |
| Straps | 1 | Hand-cut |
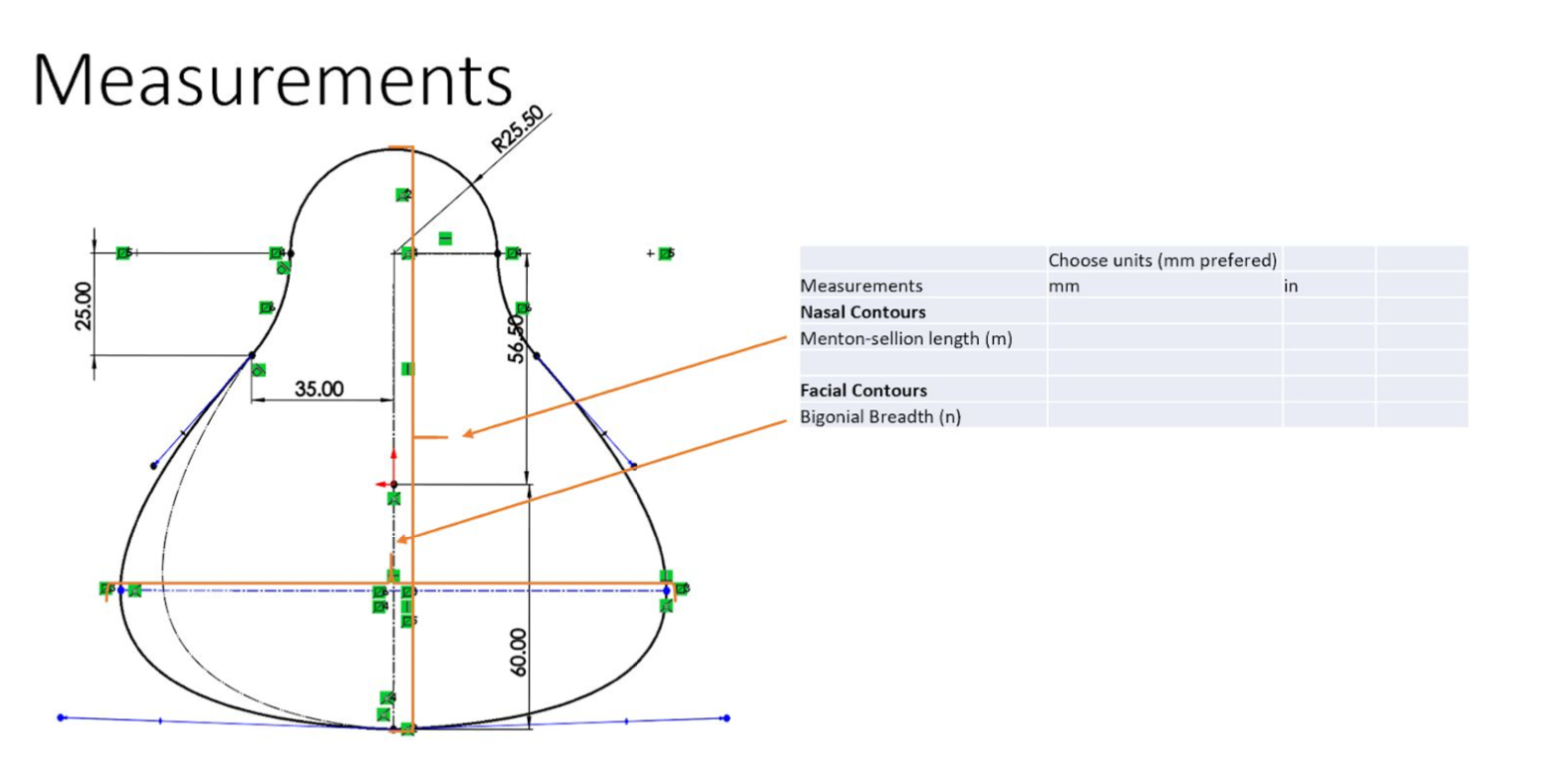
- If using existing files measure your menton-sellion (m) length. If you would like to design a custom fit take the measurements of your face per the illustration and fill in the table below.
| Choose units (mm preferred) | |||
| Measurements | |||
| Nasal Contour | |||
| Menton-sellion length(m) | |||
| Bigonial breadth(n) | |||
- Choose an existing STL based off of menton-sellion length:
| Size | STL |
| 9-10cm | Invert S.stl |
| 10-12 cm | Invert M.stl |
| 12-13 cm | Invert L.stl |
Or modify cad appropriately:
- 3D Print respirator If there is a flat bottom to the design always orient that to the print bed. To avoid layer gaps and stringing it is recommended that you print a single part with no other parts on the printer bed. If using a Taz 6 with the Moarstruder use the profile below and click the spirilize option in special modes. If using a traditional 0.4 printer use the profiles below or these guidelines. Recommended print settings; 5 perimeters,5 top and 5 bottom layers @ 0.20mm layer height with a .040mm nozzle. If available use “Extra perimeters if needed”,”Cross perimeter avoidance”,”Thin wall detection” on slicer application. Then follow filament manufacturer guidelines for material print setting. Faster print times may be achieved with a larger nozzle but this design and settings are intended for most common 3D printer configuration. For ease of printing here are the print profiles for Cheetah TPU filament on the TAZ 6 with Moarstruder and the Prusa. More profiles and materials to come.
| Printer | Nozzle Size | Material | Profile File Name | Comments |
| Taz 6 | 1.2 | Cheetah | Cheetah Moar Vase Profile.curaprofile | In special modes click spiralize outer contour |
| Taz 6 | 1.2 | Matterhackers Pro TPU | Pro TPU Moar Vase Profile.curaprofile | In special modes click spiralize outer contour. Use Tune on the printer |
| Prusa | 0.4 | Cheetah | Cheetah - TPU.ini | |
| Prusa | 0.8 | Cheetah | Cheetah 0.8 - TPU.ini |
- 3D Print cartridge adapter and accessories
| STL | QTY | File Name |
| Single Cartridge Adapter | 1x | Low Profile Filter Adapter |
| Double Cartridge Adaptor | 1x | Wide Double Filter Adaptor 3.stl |
These can be printed out of your favorite rigid filament.
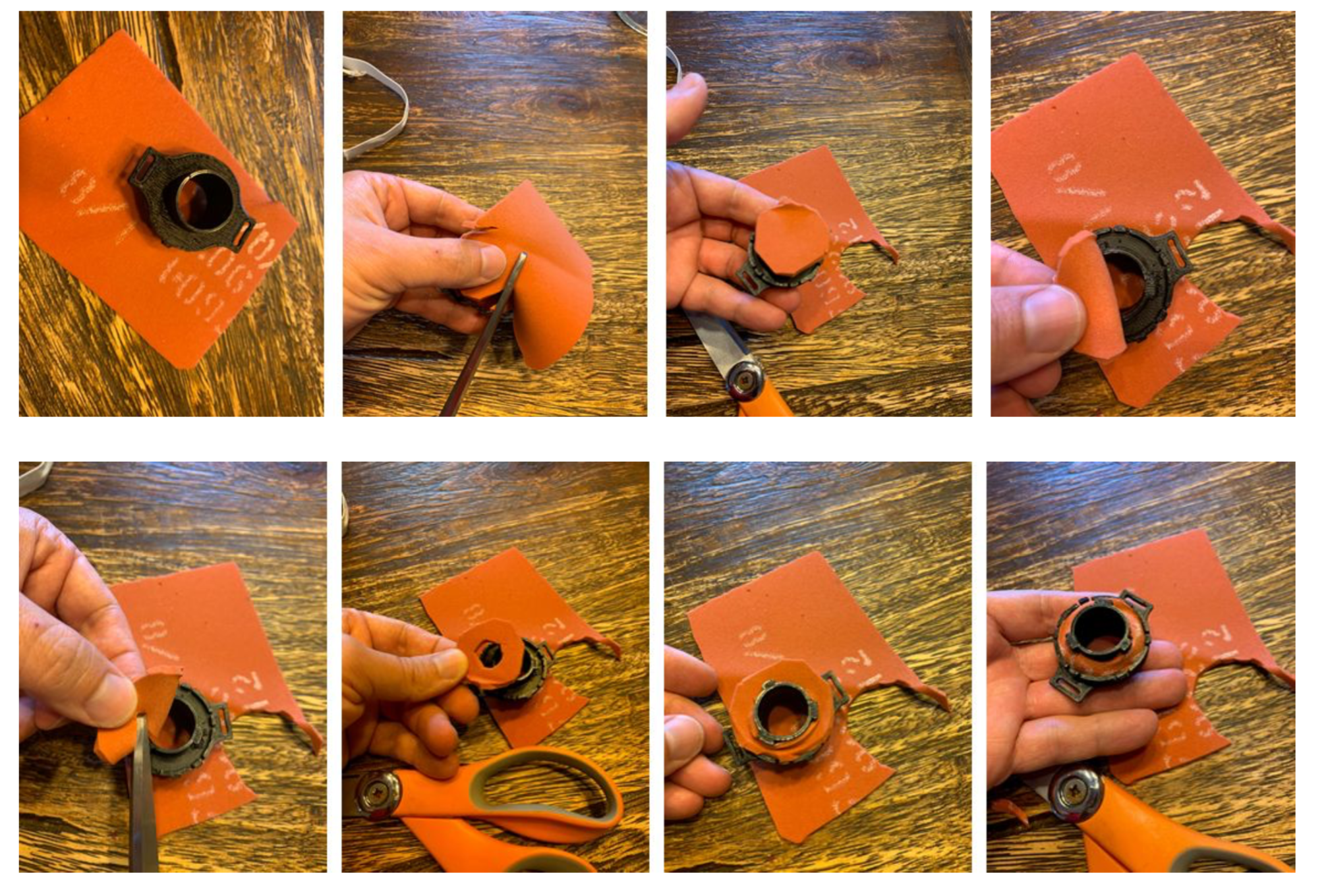
- Cut seals and headbands
Cut circular seals for your adaptor as shown: Foam or shelf liner material works well as a seal.
Cut sewing elastic and tie as shown:

- Assemble pieces and test
